HOME> 切削加工について
切削加工について
長年のノウハウの蓄積。他社に真似できない独自の技術。
稲葉工作所では、複雑な精密部品の切削加工を実現いたします。
その秘訣は、作業工程にあります。長年のノウハウの蓄積と、新たな切削方法の研究により、正確で効率的な切削を実現しています。
図面をいただければ、業種・部品のジャンルを問わず、製作することができます。
作業工程の秘密
|

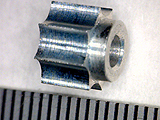
1mm以下の薄さも可能
|
|
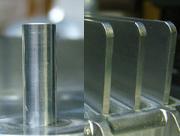
強度が強い!コストもお値打ち!
|